
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
今天分享在使用大型铜套期间遇到的问题,有关铸铜件的知识,让我们一起讨论一下,希望为我们的客户和朋友带来启发和帮助,并让每个人对铸铜件都有深刻的了解。
1、模具型腔有残留物,这在前面对产生欠铸的原因中已经提到过。但产生时凹陷,型腔的残留物并不一定是片状,而是带有不规则的各种形状,残留物高出型面的高度也不大,故铸铜件的入深度也较浅。
2、在机器压射机构的性能较差的情况下,当工作液压力不稳定,压射压力也不稳定。推动金属的压力不连续,造成铸铜件的表皮层不止一次地形成,但是每次表皮层的边缘位置不同,前一次的表皮层有部分边缘未被后一次所覆盖,便产生条状的凹陷。
3、大型铜套的热节部位填充满,收缩时,表皮层虽有一定的强度,但在不破裂的情况下,仍然受到内部的收缩作用而表面呈现凹陷,即称为缩凹。
4、填充时,气体被挤在金属流与型腔壁面之间而未被排除出去,该处即出现凹陷。这凹陷的表面光洁,多出现在型腔难以排气,而铸铜件则是端旁边缘部位上。
大型铜套由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小,铸件无需预热,常温冷焊修补,因而无变形、咬边和残余应力,不会产生局部退火,不改变铸件的金属组织状态。因而冷焊机适用于精密铸铜件的表面缺陷修补。

手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线: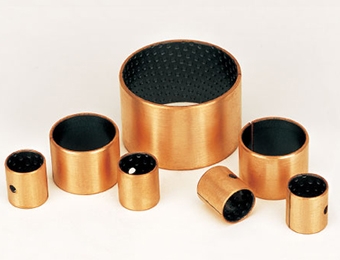




 渝公网安备 50010602502691号
渝公网安备 50010602502691号
