
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
手工外型是指用手工完成紧砂、起模、修型及合箱等重要操纵的外型过程。
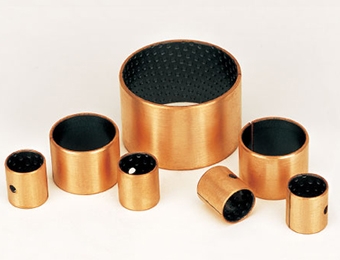
铸造铜套的手工外型操纵机动,容貌等工艺装备简朴,无论铜套铸件尺寸的巨细、庞大水平及合金的品种怎样,都能顺应。但手工外型要求工人有较高的技能程度,劳动强度大,生产服从低,铜套的铸件质量在很大水平上取决于工人的技能程度和操纵纯熟水平,不易稳固。因而,铜套的手工外型重要使用在单件小批生产中,特殊是修配件及大型庞大的试制铜套铸件中。
公司常用的铜套的手工外型要领有:
1、团体模具外型。这种要领实用于形状较简朴、容貌做成一个团体也能方便起模的铜套铸件。
2、两厢离开模外型。在铜套铸件用团体模具不能方便起模时,将容貌沿最大截面处离开,一半容貌在下箱,一半容貌在上箱。
3、挖沙外型。像铜手轮这类零件,最大截面虽在中心,但不宜制作及离开容貌。在还是团体容貌时,为了把容貌取出,外型时必要把拦阻起模的砂型挖出。
4、假箱外型。挖沙外型每做一个铜套铸型就挖一次砂,费时费力。在成批生产时,先用强度较高的型砂、木材或铝合金质料做成一个假相作为放手轮容貌的底板,造出下砂型,然后再做出上砂型。
5、活块外型。当铸件上有小凸台等拦阻起模部门时,可把拦阻起模部门做成活块,外型时,主容貌起出后再取走活块,这种外型要领要求较高的操纵技能,生产服从低,质量不易包管,只实用于单件小批量生产。
6、多箱外型。对付一些外形庞大的铜套铸件,用两厢外型不能取出容貌时,则可用三个或更多的砂箱外型。
7、劈箱外型。对内形状状都比力庞大的大型铸件,外型、起模、修型和下芯都有困难时,常接纳劈箱外型。现实上也就是多箱外型,这时砂箱不但是上中下,并且还大概有左中右,外型后拆卸成铸型。
8、刮板外型。对一些中大型的回转体铜铸件(如:皮带轮、飞轮、铜蜗轮、齿轮和一些横截面相反的长管型铸件等),可接纳刮板外型以节省本钱。
9、骨架模外型。对变截面的曲面铜套铸件,可接纳骨架模具外型。骨架模由一些厚度与铸件壁厚相称的肋条架构成,其表面外形与铸件类似。
10、地面外型。对生产数目较少的中大型铜套铸件,或对铸件无特别要求而只需求外形类似,这时可用地面外型。
11、漏模外型。当容貌外形庞大,用平凡要领起模很轻易破坏砂型时,可用楼模外型,外型时容貌插入漏板中,漏板内形与容貌形状相反,起模时容貌顺漏板漏出,型砂被漏板挡住,型砂不会破坏,不消修型,对付操纵要求低,生产率进步,但制造模板用度高。
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线:


 渝公网安备 50010602502691号
渝公网安备 50010602502691号
